Валы отбора мощности (ВОМ) – устройство, материалы, изготовление на заказ
Валы отбора мощности (ВОМ): устройство, материалы, изготовление на заказ
Вал отбора мощности (ВОМ) – это элемент кинематической цепи тракторов, грузовых автомобилей, спецтехники (погрузчиков, экскаваторов), который передаёт вращение от двигателя к навесному оборудованию: косилкам, насосам, бетономешалкам, лебёдкам, компрессорам. ВОМ бывает независимым, синхронным или комбинированным. Основная особенность – шлицевой конец (чаще всего по ГОСТ 1139 или DIN 5464) и способность выдерживать высокие крутящие моменты при переменной частоте вращения. В этой статье разберём конструкцию, материалы, технологию изготовления и ремонта валов ВОМ.
Устройство вала отбора мощности
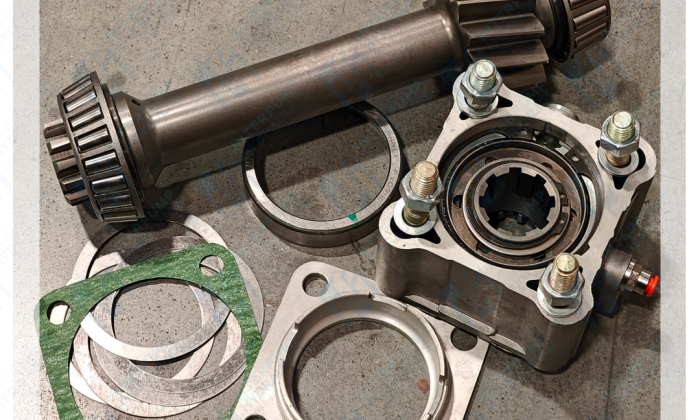
Типичная конструкция вала ВОМ (например, для трактора МТЗ или автомобиля ЗИЛ):
- Шлицевой хвостовик – стандартизированный конус или цилиндрический конец с прямыми/эвольвентными шлицами для быстрого соединения с карданным валом.
- Посадочные шейки под подшипники – опоры внутри раздаточной коробки или корпуса механизма ВОМ.
- Упорный буртик – фиксация в осевом направлении.
- Шпоночный паз или шлицы внутри (для зубчатой муфты) – для подключения ВОМ через зубчатое зацепление.
- Масляные каналы – для смазки подшипников.
Типы валов ВОМ по стандартам
- ГОСТ 1139-80 – прямобочные шлицы (8×62×68, 10×72×78 и т.п.).
- DIN 5464 – прямобочные шлицы (несколько отличаются от ГОСТ).
- DIN 5480 – эвольвентные шлицы (для тяжёлых условий).
- ANSI B92.1 – американский стандарт.
Материалы для валов ВОМ
- Сталь 40Х – улучшаемая, используется в большинстве полуосей ВОМ (HRC 28-35).
- Сталь 20Х, 18ХГТ – цементуемые, после цементации + закалки имеют твёрдую поверхность шлицев (HRC 58-62) и вязкую сердцевину. Оптимальны для износостойких шлицев.
- Сталь 45 – для менее нагруженных ВОМ (например, старых тракторов). Термообработка – улучшение.
Технология изготовления вала ВОМ на заказ
- Изготовление заготовки – ковка или прокат.
- Токарная обработка – обточка посадочных мест, фасок, канавок. Токарные работы.
- Фрезерование шлицев – точное нарезание прямобочных/эвольвентных шлицев на шлицефрезерном станке. Шлицевые работы.
- Термообработка – улучшение (40Х) или цементация+закалка (20Х, 18ХГТ).
- Шлифование шлицев и посадочных мест – для достижения точных размеров и шероховатости. Шлифование.
- Магнитопорошковый контроль – для выявления трещин.
- Контроль шлицев калибром.
Часто задаваемые вопросы
В: Можно ли восстановить вал ВОМ со слизанными шлицами?
О: Да, наиболее эффективный способ – наплавка шлицевой части карбидным электродом с последующей фрезеровкой новых шлицев и термообработкой. Наплавленный вал прослужит не меньше оригинала.
О: Да, наиболее эффективный способ – наплавка шлицевой части карбидным электродом с последующей фрезеровкой новых шлицев и термообработкой. Наплавленный вал прослужит не меньше оригинала.
В: Какой стандарт шлицев самый распространённый?
О: Для тракторов и грузовиков СНГ – ГОСТ 1139 (прямобочные). Для импортной техники – DIN 5464 или DIN 5480 (эвольвентные).
О: Для тракторов и грузовиков СНГ – ГОСТ 1139 (прямобочные). Для импортной техники – DIN 5464 или DIN 5480 (эвольвентные).
В: Нужно ли закаливать шлицы ВОМ?
О: Да, особенно при частом подключении оборудования. Рекомендуемая твёрдость HRC 55-60, иначе шлицы быстро износятся.
О: Да, особенно при частом подключении оборудования. Рекомендуемая твёрдость HRC 55-60, иначе шлицы быстро износятся.
В: Какая длина вала ВОМ возможна на заказ?
О: До 1000 мм (стандартные). Более длинные – по согласованию.
О: До 1000 мм (стандартные). Более длинные – по согласованию.
В: Срок изготовления?
О: 5-10 дней; при наличии заготовок и срочности – 2-3 дня.
О: 5-10 дней; при наличии заготовок и срочности – 2-3 дня.
Износились шлицы или сломался вал ВОМ?Компания «МеталУслуги.Ру» изготавливает валы отбора мощности на заказ по ГОСТ и DIN, с цементацией и шлифовкой. Восстанавливаем наплавкой изношенные шлицы.
Автор: технический отдел «МеталУслуги.Ру»



