Вальцовка металла – технология, вальцы, как заказать
Вальцовка металла: технология, вальцы, как заказать
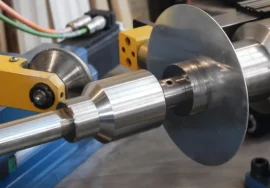
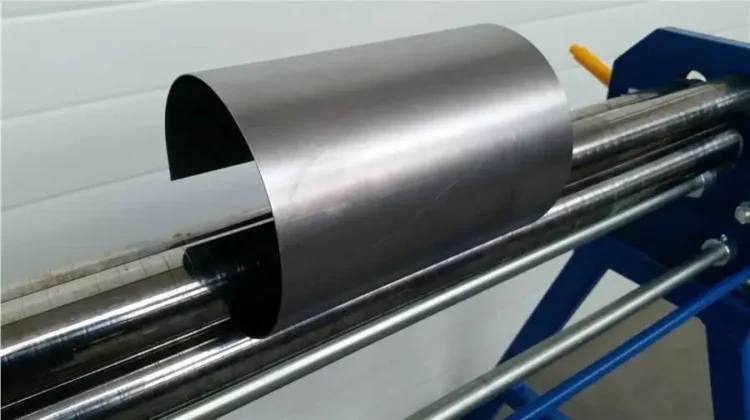
Вальцовка металла – это процесс холодного (реже горячего) формообразования листовой заготовки, при котором ей придаётся цилиндрическая, коническая или изогнутая форма путём прокатки между вращающимися валками. В промышленности часто применяют вальцовку для изготовления обечаек, цилиндров, кожухов, корпусов резервуаров, воздуховодов, труб большого диаметра. Процесс востребован в машиностроении, нефтегазовой отрасли, вентиляции, строительстве. В этой статье разберём виды вальцовочного оборудования, технологические особенности, параметры гибки (минимальный радиус, пружинение), а также как заказать услугу профессионалов.
Виды вальцовочного оборудования (листогибочных вальцев)
- Трёхвалковые вальцы (симметричные и асимметричные). Самый распространённый тип: два нижних валка – приводные, верхний – прижимной. Просты в эксплуатации, быстро настраиваются, но требуют подгибки кромок на другом оборудовании.
- Четырёхвалковые вальцы. Имеют четыре валка: два приводных нижних, верхний прижимной и боковой (прижимной). Обеспечивают лучшую подгибку кромок без предварительной гибки, выше точность.
- Пирамидальные вальцы. Частный случай трёхвалковых, где валки расположены пирамидально.
- Вальцы с ЧПУ. Автоматическое программирование диаметра, угла конусности; высокая производительность и точность для серий.
Какие изделия можно получить вальцовкой
- Цилиндрические обечайки (барабаны, трубы большого диаметра).
- Конические переходы (из листа).
- Кольца, бандажи, рёбра жёсткости.
- Дуги, арки, полукольца.
- Профилированные листы (гофр, рифление) – не путать с профилированием, это другая операция.
Технологические параметры вальцовки
При вальцовке важно рассчитать минимальный радиус гиба, чтобы не допустить трещин, и учесть пружинение материала (возврат формы после снятия нагрузки).
Материал (толщина 5 мм)Минимальный радиус (мм) (поперёк волокон)Пружинение (допустимое превышение диаметра, %)
| Сталь Ст3, 45 | 2,5×толщина = 12,5 | 1–2% |
| Нержавейка 304 | 3×толщина = 15 | 2–3% |
| Алюминий АД31 (отожжённый) | 1,5×толщина = 7,5 | 1–1,5% |
| Латунь Л63 | 2×толщина = 10 | 1,5–2% |
Для более точного расчёта конкретного радиуса и усилия прокатки следует обращаться к технологу.
Этапы вальцовки листовой обечайки
- Подготовка краёв – вырезка заготовки (лазер, плазма, гильотина), снятие фасок под сварку (опционально).
- Заправка листа в вальцы – первый проход без усилия для центровки.
- Подгибка кромок (при необходимости) – на трёхвалковых часто требуется отдельный станок или гибка кромочного участка.
- Прогон заготовки – последовательные проходы (обычно 2-5) с постепенным опусканием верхнего валка. Процесс может быть автоматизирован на станках с ЧПУ.
- Калибровка – дополнительная прокатка для стабилизации формы и уменьшения пружинения.
- Сварка шва (если необходимо) – обечайку часто сваривают, но это отдельная услуга.
Дефекты вальцовки и их причины
- Незакрытая щель (неплотное смыкание кромок) – недостаточное усилие, мало проходов, большое пружинение.
- Продольная овальность (некруглость) – неравномерный зазор между валками, дефекты станка.
- Вмятины и риски на поверхности – попадание частиц окалины между валком и заготовкой.
- Конусность (при вальцовке конуса) – неправильная установка листа или несимметричное опускание валка.
Нужна вальцовка металла для изготовления обечаек, цилиндров, колец?Компания «МеталУслуги.Ру» выполняет вальцовку металла на заказ на 3- и 4-валковых станках. Работаем со сталью, нержавейкой, алюминием, латунью. Толщина листа до 25 мм, ширина до 2500 мм. Выполняем калибровку, правку конусов. От 1 штуки.
Часто задаваемые вопросы
О: Минимальный внутренний диаметр зависит от толщины и длины листа. Для стали 5-8 мм минимальный диаметр около 300 мм. Для тонких листов (0,5-2 мм) – возможно, до 100-150 мм, но с использованием специальных приёмов.
О: На трёхвалковых труднее подгибать кромки – требуется предварительная гибка на листогибе. Четырёхвалковые позволяют выполнить подгибку кромки без дополнительного оборудования, выше точность.
О: Для большинства металлов (сталь, нержавейка, алюминий) применяют холодную вальцовку. Горячая вальцовка используется для толстых заготовок (>30-40 мм) или для титана, но это редко.
О: Цена зависит от толщины, диаметра и материала. Ориентир: от 1000 до 5000 руб. за обечайку (средняя сложность).
О: 1-3 дня в зависимости от загрузки, срочно от 1 дня.
Автор: технический отдел «МеталУслуги.Ру»